



×
简答题
6[题干]A机电安装公司承包了30000m室外压力管道的安装工程,工期很紧,而且施工期间阴雨较多.项目部为了保证工程质量,把室外压力管道安装分为原材料检验、管架制作安装、管道预制、管道安装、管道焊接、管道试验、管道保温、管道吹扫等工序,按照对整体质量影响的重要程度进行预控和检查.在施工过程中,实行了“三检制”,同时加强了专职检查,并利用排列图法对出现的焊接气孔问题进行了分析,及时采取了改进措施,顺利的完成了任务.专职检查员在第一阶段检查焊口质量时,一共检查出40处气孔超标,分析了原因,列表如下:

6[题干]A机电安装公司承包了30000m室外压力管道的安装工程,工期很紧,而且施工期间阴雨较多.项目部为了保证工程质量,把室外压力管道安装分为原材料检验、管架制作安装、管道预制、管道安装、管道焊接、管道试验、管道保温、管道吹扫等工序,按照对整体质量影响的重要程度进行预控和检查.在施工过程中,实行了“三检制”,同时加强了专职检查,并利用排列图法对出现的焊接气孔问题进行了分析,及时采取了改进措施,顺利的完成了任务.专职检查员在第一阶段检查焊口质量时,一共检查出40处气孔超标,分析了原因,列表如下: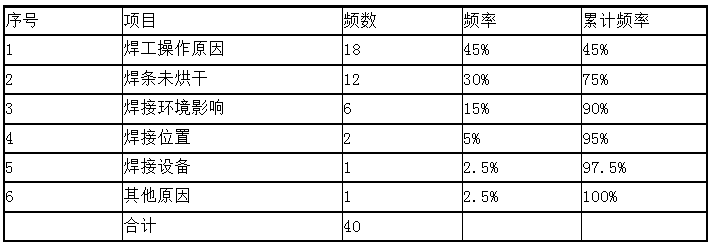 [问题2][简答题]何谓“三检制”?在管道焊接工序中,“三检制”应如何进行?
[问题2][简答题]何谓“三检制”?在管道焊接工序中,“三检制”应如何进行?
答案解析
正确答案:答案:“三检制”就是自检、互检和专检相结合的质量检查制度。在管道焊接工序,焊工应首先进行自检,要检查坡口质量、组对质量、焊条烘干质量、焊机是否完好、焊接环境以及焊接过程中的自检等;互检就是焊工或焊接组长之间的相互检查,尤其在白己没有把握的情况下一定要互检,防止自检判断的错误或者是漏检;专检就是专职检查员对焊口焊接质量的抽查,尤其在焊接一开始或新手焊工或在不利环境下的焊接,要多点抽查,确保焊接质量;对焊口质量的无损检测也属于专检,应及时跟上,发现问题及时解决。
相关知识点:
三检制要点:含义工序要清楚
题目纠错
一级建造师-机电工程管理与实务(官方)
相关题目
单选题
普通耐火材料的耐火度为().
单选题
高温炉墙的保温层砌筑最宜用于()方法施工.
单选题
设备或管道采用硬质绝热制品时,应留设伸缩缝的正确选择项是()
单选题
粘贴法是用各类胶粘剂将绝热材料制品直接粘贴在设备及管道表面,不适宜的绝热材料有().
单选题
利用不同材料的特性、具有较长使用寿命的防腐方法是()保护法.
单选题
下列表示手工或动力工具除锈质量等级的是().
单选题
金属表面预处理等级为Sa2.5等级的除锈方式是().
单选题
主要用于小面积涂装,不宜用于快干漆和分散性差的涂料,缺点是劳动强度大,生产效率低,涂膜易产生刷痕的施工方法是().
单选题
钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,该表面应显示均匀的金属色泽.此种情况对应的是().
单选题
可燃气体检测器的安装位置应根据所检测气体的()确定.






