



170、全面质量管理是为了能够在最经济的水平上且考虑到充分满足用户要求的条件下,进行市场研究、设计、生产和服务,把企业内各部门研制质量、维持质量和提高质量的活动构成一体的一种有效体系。试论述全面质量管理实施的原则。

答案解析
相关知识点:
全面质量原则:预防经济协作至上
相关题目
224、某企业在确定产品产量指标时采取盈亏平衡分析法,相关信息如图4-2所示。rn图4-2 产品生产的盈亏平衡图rn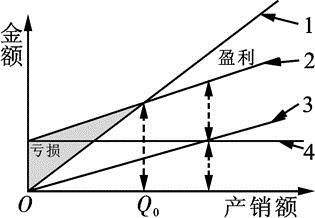 rn1.在盈亏平衡图上标号为2的线是什么线?rn2.设E为利润,S为销售收入,F为固定成本,v为单位产品变动成本,请写出盈亏平衡分析法的计算公式。rn3.该企业生产产品每件单价为500元,单位产品的变动费用为200元,其固定成本为450万元,根据以上资料确定该企业今年产销量不赔的最低量为多少件。
rn1.在盈亏平衡图上标号为2的线是什么线?rn2.设E为利润,S为销售收入,F为固定成本,v为单位产品变动成本,请写出盈亏平衡分析法的计算公式。rn3.该企业生产产品每件单价为500元,单位产品的变动费用为200元,其固定成本为450万元,根据以上资料确定该企业今年产销量不赔的最低量为多少件。
223、某企业批量生产一种零件,投产批量为6件,经过4道工序加工,按照加工顺序,单件每道工序作业时间依次为20分钟、10分钟、25分钟、15分钟,假设零件移动用时为零。rn1.如果采用平行顺序移动方式进行零件生产,将一个批次的该种零件全部生产出来需要多长时间?rn2.将一个批次的该种零件全部生产出来所需要的最短时间为多少分钟?rn3.为了确保设备在一个批次的零件加工过程中不出现停顿,该企业应采用的工序间零件移动方式是什么?rn4.如果该企业采取平行移动方式进行零件移动,这种方式有哪些优点?
222、某企业的产品生产按照工艺顺序需连续经过甲车间、乙车间、丙车间、丁车间的生产才能完成。该企业运用在制品定额法来编制下一个生产周期的生产任务。在下一个生产周期,各车间的生产计划如下:丙车间出产量为1000件,计划允许废品及损耗量为50件,车间期末在制品定额为200件,期初预计在制品结存量为150件;乙车间的投入量为1000件;甲车间半成品外销量为500件,期末库存半成品定额为200件,初期预计库存半成品结存量为100件。rn1.该企业运用在制品定额法编制生产作业计划,可以推测该企业的生产类型属于什么类型?rn2.甲车间下一个生产周期的出产量为多少件?rn3.丙车间下一个生产周期的投入量是多少件。rn4.该企业应首先编制哪个车间的生产作业计划。
221、某企业大批量生产一种产品,该企业为了安排下年度的年度、季度生产任务,现在进行生产能力核算工作。该企业全年制度工作日为250天,实行两班制工作模式,每班工作有效时间为7.5小时。车工车间共有车床20台,该车间单件产品时间定额为1小时;装配车间生产面积为120平方米,每件产品占用生产面积为3平方米,该车间单件产品时间定额为1.5小时。rn1.该企业安排下年度的年度、季度生产任务应该依据什么生产能力制定?rn2.影响该企业生产能力的主要因素有哪些?rn3.该车工车间的年生产能力是多少件?rn4.该装配车间的年生产能力是多少件。
220、某企业大批量,单一生产某种产品,该企业为了编制年度生产计划和季度生产计划,进行生产能力核算,该企业全年制度工作日为250天,两班制,每班工作8小时,其中已知:某铣床10台,设备计划修理时间为有效工作时间的10%,单件产品时间定额为0.5小时;某钳工车间生产面积200平方米,每件产品占用生产面积5平方米,单件产品时间定额为2小时。rn1.该企业所核算生产能力的类型是什么?rn2.该铣工车间的年生产能力是多少件?rn3.该钳工车间的年生产能力是多少?rn4.哪些措施能够提高铣工车间生产能力?
219、某企业采用单对象流水线进行生产组织,该流水线日产品产量为101件,每日工作8个小时,时间有效利用系数为0.95,废品率为0;流水线的第i道工序计算所需某精密设备为6台,实际只有5台该设备进行生产。rn1.该企业所应用的生产过程空间组织形式是什么?rn2.计算该流水线的平均节拍。rn3.计算该流水线第i道工序的设备负荷系数。rn4.为解决第i道工序设备超负荷问题,该企业可以采取哪些措施?rn5.企业采用流水生产应具备的条件是什么?
218、某企业采用单对象流水线的生产组织方式进行产品装配,流水线采用两班制的生产方式,产品日生产量为100台,每班工作8小时,时间有效利用系数为0.95,假定废品率为0,流水线的第6道工序计算所需某精密设备4台,现有5台该种设备投入生产。rn1.该流水线的各工作地按什么顺序排列?rn2.该流水线的平均节拍为多少分钟?rn3.计算该流水线的第6道工序设备负荷系数。rn4.该流水线的平面布置设计有哪些优势?
217、某零件投产批量为4件,经过5道工序加工,单件每道工序作业时间依次为20分钟、10分钟、20分钟、20分钟、15分钟。rn根据以上资料,回答下列问题:rn1.将一个批次的该零件全部生产出来用时最短的零件移动方式,其生产周期的计算公式是什么?rn2.将一个批次的该零件全部生产出来用时最短的零件移动方式适合于那种生产方式?rn3.将一个批次的该零件全部生产出来所需要的最短时间为多少分钟?rn4.如果要求将一个批次的该零件全部生产出来用时必须小于200分钟,应采用的零件移动方式是什么?
216、某机械制造厂按照产品的工艺特征把同类的设备集中在一起组成车工车间、磨工车间等生产单位,这种布置的优缺点有哪些?
215、某工厂现生产某种零件30件,加工工序数为3,每道工序的单件加工时间:t1=5分钟,t2=5分钟,t3=10分钟。rn根据以上资料,回答下列问题:rn1.如果采用顺序移动方式,生产这批零件共需要多少分钟。rn2.若采取平行移动方式,则这批零件的生产时间是多少分钟。rn3.什么是平行顺序移动方式,顺序移动方式的特点有哪些?






