



×
单选题
81.锉削加工余量大、精度等级和表面质量要求低的低硬度工件时,应选用的锉刀是( )。
A
粗齿锉
B
细齿锉
C
粗油光锉
D
细油光锉
答案解析
正确答案:A
解析:
这道题目考察的是在不同加工需求下选择合适的锉刀类型。我们来逐一解析每个选项,并解释为什么正确答案是A。
**A. 粗齿锉**
- **解析**:粗齿锉的特点是每厘米长度内包含的锉齿较少,因此单个锉齿较大。这种设计使得它能够快速去除材料,适合于处理余量大、硬度较低且对精度和表面光洁度要求不高的工件。使用粗齿锉可以提高工作效率。
- **适用场景**:当需要快速减少工件尺寸或形状调整时,尤其是在初步加工阶段。
**B. 细齿锉**
- **解析**:细齿锉则相反,其单位长度内的锉齿数量较多,适用于更精细的工作,比如修整已经接近最终尺寸的工件表面,或者处理较硬材质。虽然它可以提供更好的表面质量,但去除材料的速度较慢。
- **适用场景**:用于精加工阶段,特别是当需要达到较高精度或光滑表面时。
**C. 粗油光锉**
- **解析**:“油光”通常指的是经过特殊处理后表面非常光滑的一种状态。但是,“粗油光锉”这个术语并不常见,在标准工具分类中可能不存在这样的定义。如果按照字面理解,可能是指一种具有较粗齿距但仍能产生较好表面效果的锉刀,但这与题干描述的需求不符。
- **适用场景**:假设存在的话,可能会介于粗齿锉和细齿锉之间,既有一定的去料能力又能保证一定水平的表面质量。
**D. 细油光锉**
- **解析**:同样地,“细油光锉”也不是一个广泛认可的专业术语。如果确实存在,则应该是一种专门用来进行最后抛光工序的工具,旨在获得极其平滑的表面。
- **适用场景**:主要用于完成品的最终修饰工作,确保最佳视觉效果。
综上所述,根据题目条件——“加工余量大、精度等级和表面质量要求低”的情况下,最合适的工具显然是**A. 粗齿锉**,因为它能够高效地去除多余材料而不必过分关注细节处理。其他选项要么过于精细(如B、D),要么概念模糊(如C)。
相关题目
单选题
36. 如图所示万能角度尺的读数分别是( )。
单选题
35.如图所示游标卡尺和千分尺的读数分别是( )。
单选题
34.如图所示千分尺的读数是( )。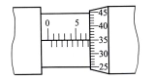
单选题
33.对于 0~25 的千分尺,测量前应将两测量面接触,看微分筒上的零线是否与固定套筒上的( )。
单选题
32.对于千分尺的说法,下列正确的是( )。
单选题
31.已知用不同的量具测量某物体的长度时有下列结果,试判断下列哪个尺寸可能是由千分尺测量得到的( )。
单选题
30.千分尺测微螺杆的螺距和其测量精度分别是( )。
单选题
29.精度为 2°的万能角度尺,其游标尺 1 格的角度读数为( )。
单选题
28.装配了万能角度尺的直尺和基尺后,可以测量的角度范围是( )。
单选题
27.图示游标卡尺的读数为( )






