×
相关题目
单选题
200.(2021年浙江省高职考)企业生产一批零件后以连续加工的10个零件为样本组,测量数据如表1,经计算后获得平均值X和极差R分别为36.014mm和0.012mm。( )
单选题
199.(2022年预测)对于精密螺纹,生产中一般都采用单项测量法,如螺纹塞规测量。( )
单选题
198.(2022年预测)检验螺纹时,通规能和工件顺利旋合,止规不能旋合或不能完全旋合,则螺纹合格。( )
单选题
197.(2022年预测)三针法是对螺纹进行精密测量的理想方法之一,但是由于测量时,三根量针必须嵌入螺牙槽内,在加工过程中对螺纹进行在线测量很不方便。( )
单选题
196.(2022年预测)塞规上的标记是M14-6H,表示该塞规用于测量中径为14mm、螺距为2mm、中径和顶径公差代号为6H的普通粗牙内螺纹。( )
单选题
195.(2022年预测)定量测量主要是通过螺纹通止规检测螺纹是否合格,而定性测量则主要通过螺纹千分尺、公法线千分尺等测量器具进行测量。( )
单选题
194.(2020年浙江省第三次联考)(零件图见本书第77页)三针法是对螺纹精密测量的理想方法之一,因此是对图中2×M8螺纹的在线测量的主要方法。( )
单选题
193.(2020年浙江省第二次联考)用三针法测量螺纹中径,此测量方法属于间接测量。( )
单选题
192.(2020年宁波三模考)(装配图见本书第74页)用螺纹环规测量M18×1-7H螺孔,要求通规能够顺利旋入,止规的旋入量不能超过两个螺距,只有通规和止规的旋入量都符合要求,螺纹才合格。( )
单选题
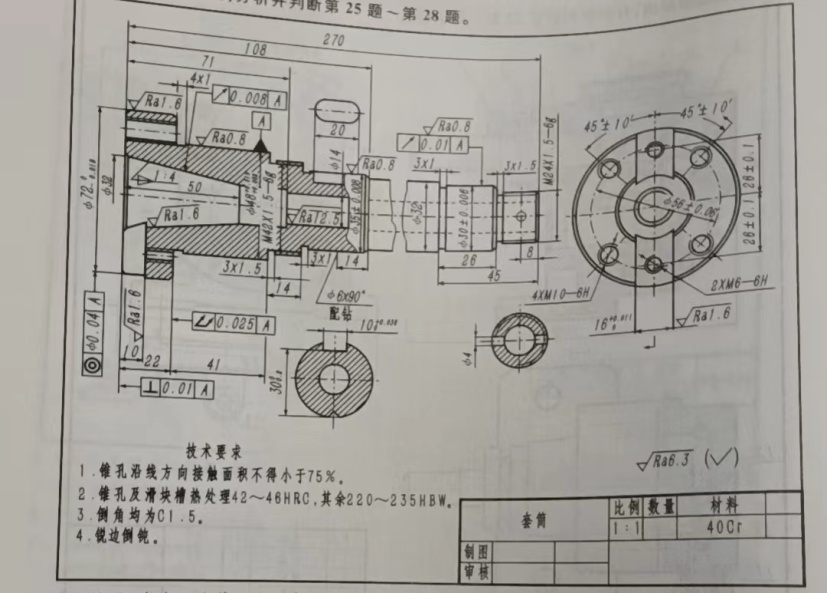
191.(2021年浙江省第二次联考)(零件图见本书第71页)图上螺纹M24×1.5-6g可用采用三针法对螺纹中径进行比较精密的测量。( )