



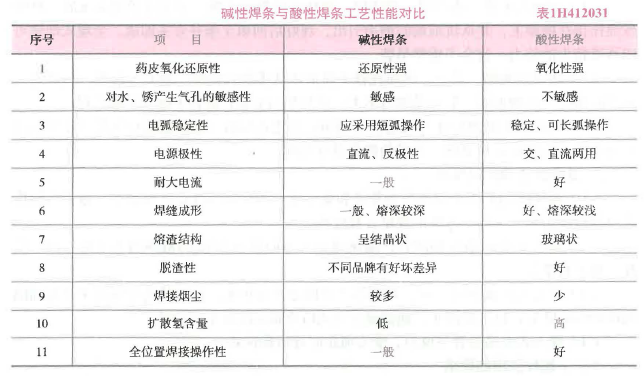
关于酸性焊条,表述正确的有().

答案解析
解析:
相关知识点:
酸性焊条,铁锈水不敏感
相关题目
背景资料:中兴工程公司中标华东钢厂(建设单位)工程项目.施工过程中,该施工单位发现由于多次设计变更,导致工程数量大量增加,超出了合同约定的范围.工程量大幅度增加,并且有新增工程项目,施工单位多次找建设单位要求调整原合同工程量,增补项目,并追加付款,但建设单位迟迟不予答复,并强调施工方必须按期交工.施工单位为挽回经济损失,按程序和规定向建设单位提出索赔.问题:(1)施工单位可以进行哪些索赔内容?(2)工程量清单中工程量大幅度增加的项目和新增项目的单价如何确定?(3)建设单位要求工程价款按调值公式法结算,指出调值公式包括哪几项?(4)施工工期如何重新确定?
背景资料:某一段长距离输气管线,所经过地段的地形比较复杂,地质条件较差,建设任务又十分紧,建设方要求尽早开工,并按时竣工.由于图纸尚未出齐,因此工程量难以准确确定.建设方采取以工程量清单报价的方式,经招标确定了中标单位,以单价合同方式签订了施工承包合同.对于工程变更、工程计量、合同价款的调整及工程款的支付等都做出了规定.问题:(1)考虑到本工程的复杂情况,尤其是土石方开挖,其工程量难以准确计算,因此,业主对工程变更的条款作了重点考虑,那么:1)属于工程变更的事项包括哪些方面内容?2)对于工程变更的管理方面,如果是发包方提出的变更应如何进行管理?如果是承包方提出的工程变更应如何进行管理?如果是设计承包单位原因引起的设计变更应如何进行管理?(2)在施工过程中,若承包商根据发包方的指令对部分工程进行变更施工,那么,变更部分合同价款应根据什么原则进行确定?变更价款的确定应按什么样的程序进行?(3)若由于发包方提出的工程变更而引发承包方的费用索赔和延长工期的要求,但发包方与承包方对该项索赔未取得一致意见,从而形成合同争议,试问应当通过什么方式处理和解决争端?
3[题干]在机电工程项目公开招标中,有A、B、C、D、E、F、G、H等施工单位报名投标,经监理单位资格预审均符合要求,但建设单位以A施工单位是外地企业为由不同意其参加投标,而监理单位坚持认为A安装单位有资格参加评标.评标委员会由5人组成,其中当地建设行政管理部门的招标管理办公室主任1人、建设单位代表1人、政府提供的专家库中抽取的技术、经济专家3人.评标时发现,B施工单位投标报价明显低于其他投标单位的报价且未能合理说明理由;D施工单位投标报价大写金额小于小写金额;F施工单位投标文件提供的检验标准和方法不符合招标文件的要求;H施工单位投标文件中某分项工程的报价有个别漏项;其他施工单位的投标文件均符合招标文件要求.(该承包商将技术标和商务标分别封装,在封口处加盖本单位公章和项目经理签字)建设单位最终确定G施工单位中标,并按照《建设工程施工合同(示范文本)》与该施工单位签订了施工合同.工程按期进入安装调试阶段后,由于雷电引发了一场火灾.火灾结束后48小时内,G施工单位向项目经理机构通报了火灾损失情况:工程本身损失150万元;总价值100万元的待安装设备彻底报废;G施工单位人员烧伤所需医疗费及补偿费预计15万元,租赁的施工设备损坏赔偿10万元;其他单位临时停放在现场的一辆价值25万元的汽车被烧毁.另外,大火扑灭后G施工单位停工5天,造成其他施工机械闲置损失2万元以及必要的管理、保卫人员费用支出1万元,并预计工程所需清理、修复费用200万元.损失情况经项目监理机构审核属实.[问题4][简答题]安装调试阶段发生的这场火灾是否属于不可抗力?指出建设单位和G施工单位应各自承担哪些损失或费用.(不考虑保险因素)
3[题干]在机电工程项目公开招标中,有A、B、C、D、E、F、G、H等施工单位报名投标,经监理单位资格预审均符合要求,但建设单位以A施工单位是外地企业为由不同意其参加投标,而监理单位坚持认为A安装单位有资格参加评标.评标委员会由5人组成,其中当地建设行政管理部门的招标管理办公室主任1人、建设单位代表1人、政府提供的专家库中抽取的技术、经济专家3人.评标时发现,B施工单位投标报价明显低于其他投标单位的报价且未能合理说明理由;D施工单位投标报价大写金额小于小写金额;F施工单位投标文件提供的检验标准和方法不符合招标文件的要求;H施工单位投标文件中某分项工程的报价有个别漏项;其他施工单位的投标文件均符合招标文件要求.(该承包商将技术标和商务标分别封装,在封口处加盖本单位公章和项目经理签字)建设单位最终确定G施工单位中标,并按照《建设工程施工合同(示范文本)》与该施工单位签订了施工合同.工程按期进入安装调试阶段后,由于雷电引发了一场火灾.火灾结束后48小时内,G施工单位向项目经理机构通报了火灾损失情况:工程本身损失150万元;总价值100万元的待安装设备彻底报废;G施工单位人员烧伤所需医疗费及补偿费预计15万元,租赁的施工设备损坏赔偿10万元;其他单位临时停放在现场的一辆价值25万元的汽车被烧毁.另外,大火扑灭后G施工单位停工5天,造成其他施工机械闲置损失2万元以及必要的管理、保卫人员费用支出1万元,并预计工程所需清理、修复费用200万元.损失情况经项目监理机构审核属实.[问题3][简答题]判别B、D、F、H四家施工单位的投标是否为有效标,并说明理由.
3[题干]在机电工程项目公开招标中,有A、B、C、D、E、F、G、H等施工单位报名投标,经监理单位资格预审均符合要求,但建设单位以A施工单位是外地企业为由不同意其参加投标,而监理单位坚持认为A安装单位有资格参加评标.评标委员会由5人组成,其中当地建设行政管理部门的招标管理办公室主任1人、建设单位代表1人、政府提供的专家库中抽取的技术、经济专家3人.评标时发现,B施工单位投标报价明显低于其他投标单位的报价且未能合理说明理由;D施工单位投标报价大写金额小于小写金额;F施工单位投标文件提供的检验标准和方法不符合招标文件的要求;H施工单位投标文件中某分项工程的报价有个别漏项;其他施工单位的投标文件均符合招标文件要求.(该承包商将技术标和商务标分别封装,在封口处加盖本单位公章和项目经理签字)建设单位最终确定G施工单位中标,并按照《建设工程施工合同(示范文本)》与该施工单位签订了施工合同.工程按期进入安装调试阶段后,由于雷电引发了一场火灾.火灾结束后48小时内,G施工单位向项目经理机构通报了火灾损失情况:工程本身损失150万元;总价值100万元的待安装设备彻底报废;G施工单位人员烧伤所需医疗费及补偿费预计15万元,租赁的施工设备损坏赔偿10万元;其他单位临时停放在现场的一辆价值25万元的汽车被烧毁.另外,大火扑灭后G施工单位停工5天,造成其他施工机械闲置损失2万元以及必要的管理、保卫人员费用支出1万元,并预计工程所需清理、修复费用200万元.损失情况经项目监理机构审核属实.[问题2][简答题]指出施工招标评标委员会组成的不妥之处,说明理由,并写出正确做法.
3[题干]在机电工程项目公开招标中,有A、B、C、D、E、F、G、H等施工单位报名投标,经监理单位资格预审均符合要求,但建设单位以A施工单位是外地企业为由不同意其参加投标,而监理单位坚持认为A安装单位有资格参加评标.评标委员会由5人组成,其中当地建设行政管理部门的招标管理办公室主任1人、建设单位代表1人、政府提供的专家库中抽取的技术、经济专家3人.评标时发现,B施工单位投标报价明显低于其他投标单位的报价且未能合理说明理由;D施工单位投标报价大写金额小于小写金额;F施工单位投标文件提供的检验标准和方法不符合招标文件的要求;H施工单位投标文件中某分项工程的报价有个别漏项;其他施工单位的投标文件均符合招标文件要求.(该承包商将技术标和商务标分别封装,在封口处加盖本单位公章和项目经理签字)建设单位最终确定G施工单位中标,并按照《建设工程施工合同(示范文本)》与该施工单位签订了施工合同.工程按期进入安装调试阶段后,由于雷电引发了一场火灾.火灾结束后48小时内,G施工单位向项目经理机构通报了火灾损失情况:工程本身损失150万元;总价值100万元的待安装设备彻底报废;G施工单位人员烧伤所需医疗费及补偿费预计15万元,租赁的施工设备损坏赔偿10万元;其他单位临时停放在现场的一辆价值25万元的汽车被烧毁.另外,大火扑灭后G施工单位停工5天,造成其他施工机械闲置损失2万元以及必要的管理、保卫人员费用支出1万元,并预计工程所需清理、修复费用200万元.损失情况经项目监理机构审核属实.[问题1][简答题]在施工招标资格预审中,监理单位认为A施工单位有资格参加投标是否正确?说明理由.
背景资料:某机电安装公司经过邀请招标、总包一大型炼油厂的机电设备安装工程和钢结构制作安装工程,其中机修车间、工业给排水工程、空压机站等工程不包括在工程范围,合同工期为18个月,总价一次包死.合同签订后,在业主的同意下,将部分非主体安装工程分包给三个具有相应资质的分包队伍ABC.合同除工程范围、总价格与总合同不同外,其他条款与总合同基本相同.在合同执行过程中发生下列事件:事件一:安装公司自己在露天进行钢结构,并采用二氧化碳气体保护焊焊接,遭到监理工程师的制止.制作完成后,发现钢结构吨位多出100吨.遂向业主申请签证追加,遭到业主拒绝.事件二:A分包商在一车间施工时,把与设备连接的压缩空气管道与给排水管道一起施工至车间外墙,安装公司施工管理人员由于刚到工地情况不明,在多余施工的管道工程量追加单上予以签字确认.事件三:在离投产还有两个月的时候,安装公司总部组织生产大检查,发现B分包商因自身施工力量不足和安装公司协调不力使工期拖延7天.而C分包商却因质量把关不严,出现三处质量不合格现象.事件四:B分包商增加人力和机具终于按期完工,并以据向安装公司提出赶工费的要求,遭安装公司拒绝.C分包商的两处质量问题及时处理,一处因已无法达到质量要求,经安装公司和业主同意,作让步处理.【问题】1.说明事件一中监理工程师制止安装单位焊接的理由.2.安装公司向业主提出超100吨钢结构制作安装工程量的签字索赔是否合理?简述理由.3.简述事件二发生的原因和责任.应怎样妥善处理?4.从合同管理角度分析事件三发生的原因.5.事件四中安装公司的做法是否妥当?简述理由.
背景资料:在机电工程项目公开招标中,有A、B、C、D、E、F、G、H等施工单位报名投标,经监理单位资格预审均符合要求,但建设单位以A施工单位是外地企业为由不同意其参加投标,而监理单位坚持认为A安装单位有资格参加评标.评标委员会由5人组成,其中当地建设行政管理部门的招标管理办公室主任1人、建设单位代表1人、政府提供的专家库中抽取的技术、经济专家3人.评标时发现,B施工单位投标报价明显低于其他投标单位的报价且未能合理说明理由;D施工单位投标报价大写金额小于小写金额;F施工单位投标文件提供的检验标准和方法不符合招标文件的要求;H施工单位投标文件中某分项工程的报价有个别漏项;其他施工单位的投标文件均符合招标文件要求.(该承包商将技术标和商务标分别封装,在封口处加盖本单位公章和项目经理签字)建设单位最终确定G施工单位中标,并按照《建设工程施工合同(示范文本)》与该施工单位签订了施工合同.工程按期进入安装调试阶段后,由于雷电引发了一场火灾.火灾结束后48小时内,G施工单位向项目经理机构通报了火灾损失情况:工程本身损失150万元;总价值100万元的待安装设备彻底报废;G施工单位人员烧伤所需医疗费及补偿费预计15万元,租赁的施工设备损坏赔偿10万元;其他单位临时停放在现场的一辆价值25万元的汽车被烧毁.另外,大火扑灭后G施工单位停工5天,造成其他施工机械闲置损失2万元以及必要的管理、保卫人员费用支出1万元,并预计工程所需清理、修复费用200万元.损失情况经项目监理机构审核属实.问题:1.在施工招标资格预审中,监理单位认为A施工单位有资格参加投标是否正确?说明理由.2.指出施工招标评标委员会组成的不妥之处,说明理由,并写出正确做法.3.判别B、D、F、H四家施工单位的投标是否为有效标,并说明理由.4.安装调试阶段发生的这场火灾是否属于不可抗力?指出建设单位和G施工单位应各自承担哪些损失或费用.(不考虑保险因素)
背景资料A公司参与远离所在地炼钢厂的机电安装工程总承包的投标,投标前作了如下工作:1.分析了招标文件工程范围,本工程含机械设备安装、电气及自动化系统安装、钢结构及非标准件制作安装、工业给排水施工、防腐及保温工程、筑炉工程.并分析本公司施工技术力量优劣势,认为本公司安装技术力量雄厚,主体工程及主要系统由本公司承担,其他工程拟采用分包的形式分别分包给具有相应施工资质的公司,并对其经营状况和价格水平进行了调研.2.因本工程是以固定总价,合同包干,一次包死,施工中不发生签证及变更费,因此在标书编前重点调研了工程有关的法律法规,施工所在地的施工条件,气候条件及环境,建设单位的资金情况,参加了标前会议交底和答疑,并认真复核了工程量.3.在施工组织设计编制中,该公司重点描述了企业信誉、施工组织、进度计划、施工装备配置,尤其施工方案的编制内容,得到评标人员及建设单位一致赞许.4.投标过程中严格按时按规定递交了标书,评标时B公司因施工过程估算费用偏高、工程量偏大、计价形式有误等原因造成总价过高,偏离招标规定而出局,而(C、D、E三公司也因技术或报价等原因落选.最终A公司中标.A公司进场后,为确保工程安全实施,在组织编制施工组织设计和施工方案的同时,认真编制了应急预案,明确了应急预案的实施要点和应急反应的实施原则.【问题】1.根据工作内容,本工程中A公司可能发生哪些专业承包工程?2.根据标前调查研究内容要求,本案例A公司在调查研究过程中的重大缺陷有哪些?会产生那些不良后果?3.施工方案编制时,重点应编制哪些内容?4.从B公司出局,分析标书合成过程中应注意的事项.5.请具体说明应急反应的实施原则.
背景资料:某炼油厂改扩建工程经过招标,分别委托甲、乙、丙三家施工单位进行装置区土建工程、安装工程和生活区新增两栋住宅楼建设工程,在施工过程中发生了以下事件:(1)乙施工单位从业主仓库领取350Kg特殊保温材料用于工程,因施工力量和现场限制,当天只用了200Kg,当天夜里下起了大雨,剩余150Kg材料全部淋湿,第二天监理公司根据技术要求,下发了剩余150Kg材料停用通知单,并要求乙单位及时清理出现场并承担损失责任,乙单位以施工合同中未包括主材费为由,拒不承担损失(2)丙施工单位施工的两栋楼房因工期紧,丙施工单位一天24小时不间断施工,工程垃圾未及时清理,引起周围居民强烈不满,环保部门下令立即停工,清理垃圾并且规定晚上11:OO至次日7:00不得施工,因工期紧且延迟工程交付使用要扣罚工程款,丙单位没有执行环保部门的规定.问题:(1)乙单位以施工合同中未包括主材费为由,拒不承担损失.乙单位的做法合理吗?为什么?(2)丙单位没有执行环保部门的规定,问丙单位的做法合理吗?为什么?






